Old technology brought up to high-tech standard
The technology comprises elements of the sinker EDM but electrical current technique and work piece specific set-up tools are added factors.

The technology comprises elements of the sinker EDM but electrical current technique and work piece specific set-up tools are added factors.



The underlying principle of electrochemical machining is the dissolving of a positively charged (anode) metal piece within an electrolyte (conductive medium). The electrode is the negative pole (cathode). Thus, an electric current flows between the electrode and the work piece when feeding it with a voltage source with the help of conductive electrolytes (sodium nitrate (NaNO3)). The in ions dissociated molecules of the electrolyte carry out the charge transfer. The ions move according to their charge to the opposite charged electrodes under the influence of the chemical field. They equalize their charge by absorbing or giving off the electrodes. On the anode part (work piece) metal components are being removed. The ECM technique defines it as anodic metal machining. In our case precise electrochemical metal machining.
The shape of the tool cathode defines the created shape of the work piece. There is no wear and tear to the tool through this process. A split has to be calibrated between the tool and the work piece depending on the electric parameters and the voltage conditions of the electrolytes. The split ranges from 0.01-0.1 mm.
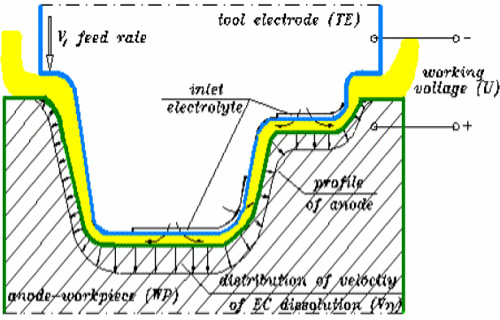
The charge transfer in the working split is carried out by an electrolyte solution (sodium nitrate (NaNO3)). The created stream of electrons removes metal ions from the work piece. The separated metal ions then react with the particles of split electrolytes at the anode. At the cathode, the remaining electrolyte reacts with water. The end product is metal hydroxide in the shape of sludge, which needs to be removed.